

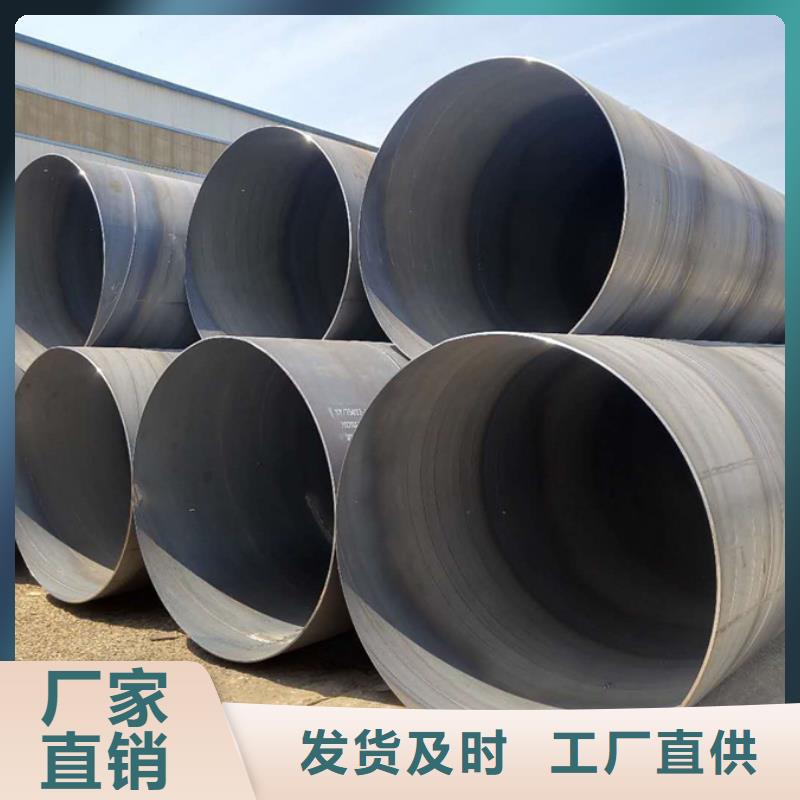
文字或许能描绘【螺旋管】09CrCuSb角钢材质实在产品的轮廓,但视频却能赋予它生命。每一帧都是一次全新的体验,每一次点击都是一次心灵的触动。快来观看,让产品活起来!
以下是:【螺旋管】09CrCuSb角钢材质实在的图文介绍

苏沪金属制品有限公司是一家专业从事 吉林辽源09CrCuSb钢管销售和服务为一体的企业。主要产品有: 吉林辽源09CrCuSb钢管。好产品离不开好的工艺技术和装备。苏沪金属制品有限公司一直研究怎样做好产品,不断开发新产品。公司凭借优越的地理位置和便捷的交通,为广大客户提供快速周到的服务。我们秉持“品质至上,诚信经营,创新便捷”的理念,致力于打造吉林辽源地区一站式集采中心品牌。



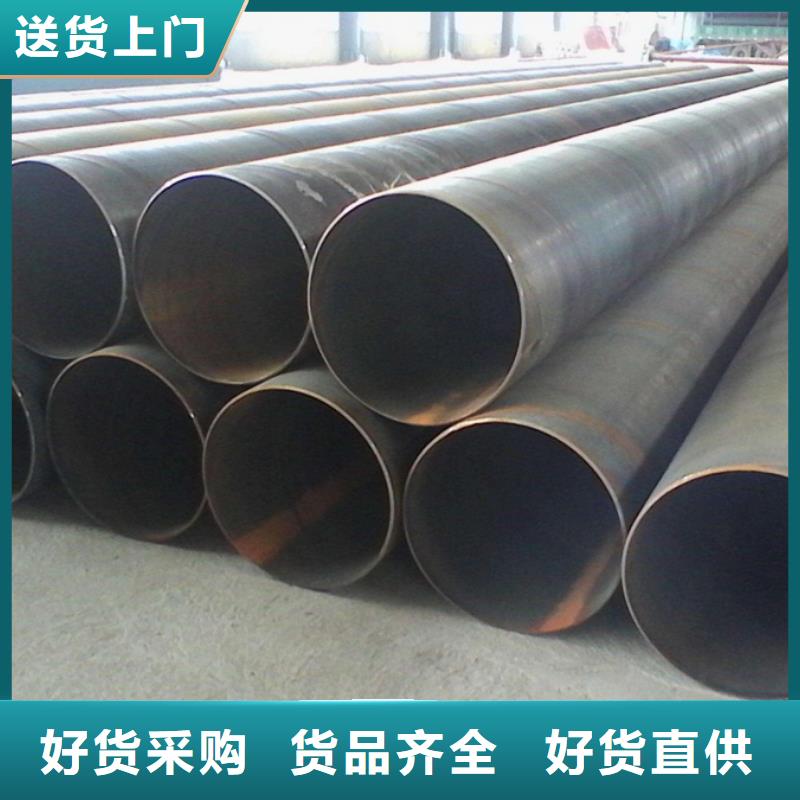
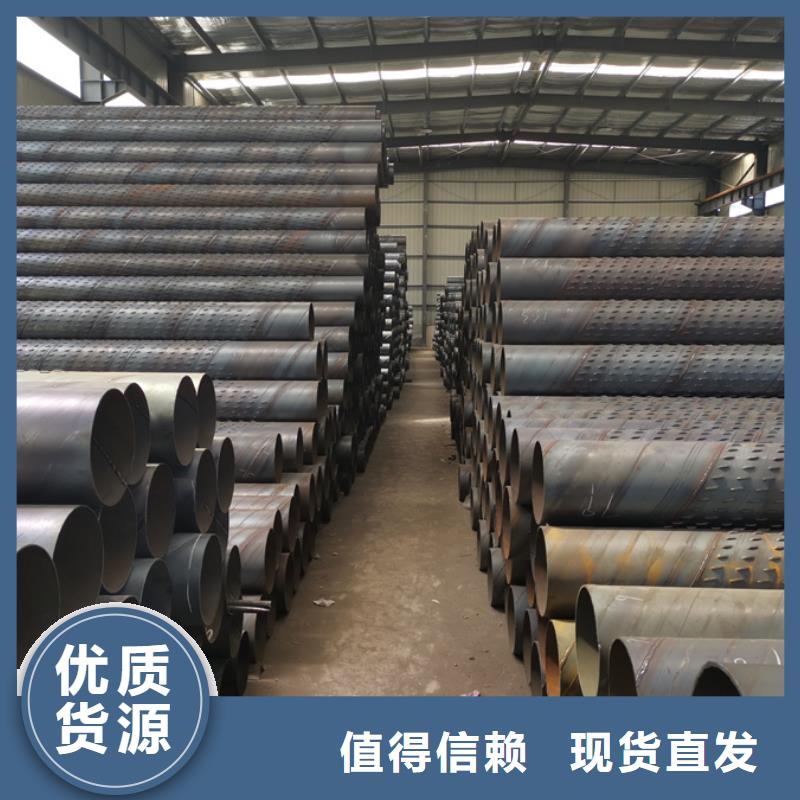
为了进一步优化通用设计方案,吉林辽源Q345B螺旋管厂家统一组织开展了大小口径螺旋钢管通用设计调研工作。征求各网省公司基建生产部门。相关设计单位和大小口径螺旋钢管加工企业的意见,对现有方案进行补充、完善和优化本次调研采取书面调研方式。 吉林辽源Q345B螺旋管双面埋弧焊接工艺指的是在生产螺旋钢管过造成所才用到制造加工工艺。首先将带钢送入焊管机组,经多道轧辊滚压,带钢逐渐卷起,形成有开口间隙的圆形管坯,调整挤压辊的压下量,使焊缝间隙控制在1~3mm,并使焊口两端齐平。螺旋缝双面埋弧焊钢管是通过成型机将原料带钢螺旋成型,通过内外埋弧焊接,从而生产出不同规格的螺旋焊管。螺旋缝双面埋弧焊钢管生产工艺简单、大中口径焊管生产成本相对比较低,具有低成本运行优势,在中大口径低压输水管、热力管和打桩管等市场具有价格优势。螺旋缝双面埋弧焊钢管特点及其标准分类:低压流体输送用螺旋缝双面埋弧焊钢管 (SY/T5037-2018)双面埋弧焊管的垛与垛之间应留有一定的通道,检查道的宽度一般在0.5m左右,出入通道的宽度根据材料大小和运输机械而定,一般在1.5到2m。双面埋弧焊管采用双面埋弧螺旋焊接技术,将窄带(板)卷连续焊接而成的钢管。



吉林辽源防腐螺旋管生产厂家要提示我们的是,双面埋弧螺旋管焊缝处理方面应该注意一些事项要点。如果间隙过大,就会造成邻近效应减少,涡流热量不足焊缝质检结合不良产生裂缝。间隙过小就会造成邻近效应增大,焊接的热量过大,以至于焊缝烧毁损坏。管坯的两个边缘加热到焊接的温度之后,在挤压辊的挤压下,形成深坑,影响焊缝的表面质量。螺旋管若挤压力过小,形成共同晶体的数量就小,焊缝金属强度下降,受力后会产生开裂。 如果挤压力过大,将会使熔融状态的金属被挤出焊缝,不但降低了焊缝强度,而且会产生大量的内外毛刺,甚至造成焊接搭缝等缺陷。 1.吉林辽源防腐螺旋管修口 为了保证焊接质量,焊接前要进行检查和纠正,使螺旋钢管的端部,斜角,钝边,圆度等符合接口要求。尺寸,个别钢管的需要在别处做坡口加工时,采用气焊切割,除去炉渣,然后用砂轮磨削。 操作流程是:检查接口连接器的尺寸→气室→确定并调整钢管的纵向接缝错开位置→ 管线的直线度→调整对口的间隙尺寸→调平口→直角→直线→点焊接


